- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Alumina Insulation Ring
Semicorex Alumina Insulation Ring is employed as an insulator in various electrical components, its excellent electrical insulation properties ensures reliable performance in applications where preventing electrical conduction is essential.
Send Inquiry
Product Description
Features of the Alumina Insulation Ring's Material
Outstanding Resistance to Heat

Because of its exceptional refractory qualities, the Alumina Insulation Ring is a well-known option for high-temperature applications. It can tolerate vacuum conditions up to 2000°C (3600°F) and retains its structural integrity in oxidising and reducing atmospheres up to 1650°C (2900°F). Its resilience is demonstrated by the fact that it maintains 50% of its tensile strength at 1000°C as opposed to room temperature. In contrast to metals, which deteriorate at high temperatures, alumina ceramics maintain their strength and return to their initial state when temperatures return to normal.
High Hardness and Purity
The Alumina Insulation Ring has a hardness grade of 9 on the Mohs scale, which is slightly less than that of diamonds, and a purity level of 99.99%. It is appropriate for situations where durability is crucial because of its high degree of hardness, which guarantees outstanding wear resistance. The material's exceptional performance in difficult conditions where contamination must be kept to a minimum is also a result of its purity.
Better Insulation for Electrical Systems
With an electrical resistance of up to 10^14 Ohm·cm, the Alumina Insulation Ring is a superb electrical insulator. Its main job is to stop electrons from moving, and it can tolerate high electrical charge exposure without losing any dielectric. Because of this, it is the perfect material for applications that need dependable electrical performance and high voltage insulation.
Superior Mechanical Strength and Surface Finish
The surface of the Alumina Insulation Ring is extremely polished, reaching a grade of up to Rz0.8 (Ra0.1). For applications needing high precision and little friction, this smooth surface quality is essential. Furthermore, the material has exceptional mechanical strength, with a maximum compressive strength of 2300 MPa and a maximum fracture toughness of 10 MPa·m^1/2. These characteristics guarantee that the ring will not fail even under high mechanical pressures.

Alumina Insulation Ring Applications
Component Sealing in Fluid Handling
Pumps, valves, and other fluid-handling equipment frequently use the Alumina Insulation Ring as a sealing element because of its low friction coefficient and excellent load-bearing capability. In fluid control, its capacity to stop leaks and guarantee effective functioning is essential.
Insulation for Electrical Systems
Electrical connectors, spark plugs, and high voltage insulators are just a few of the electrical components that use the alumina insulation ring as an insulator. In applications where stopping electrical conduction is crucial, its superior electrical insulating qualities guarantee dependable operation.
Applications of Heat
The Alumina Insulation Ring is utilised in furnace components and heating elements because of its superior thermal conductivity and resilience to high temperatures. It is perfect for use in high-temperature processing situations since it can tolerate extremely high temperatures without degrading.
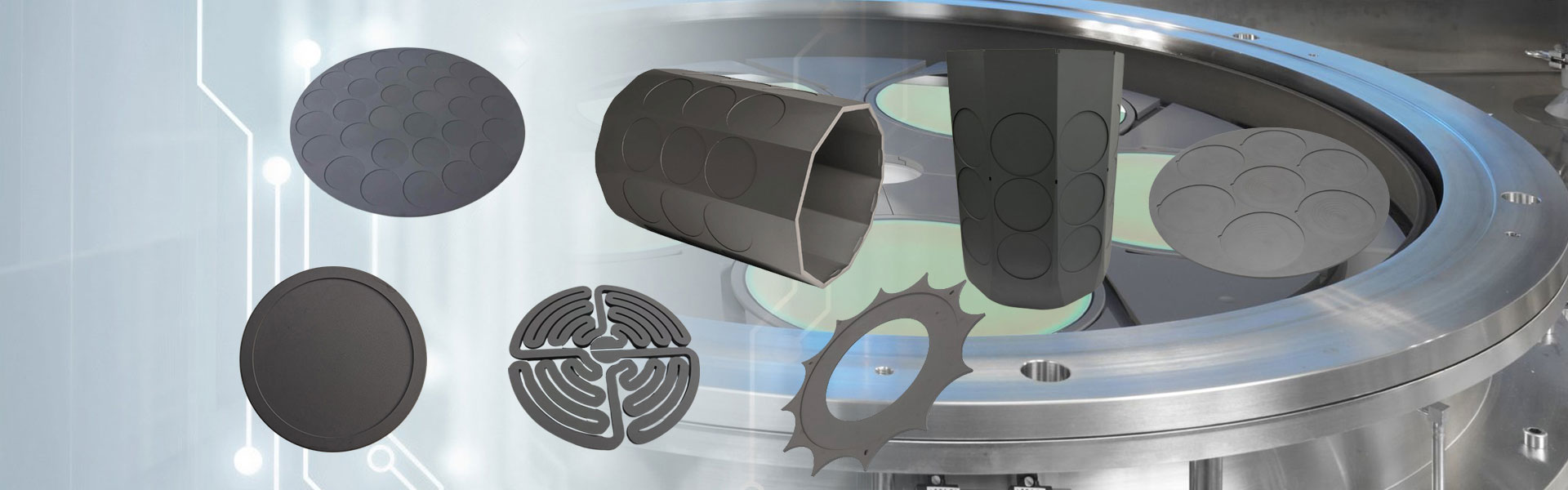
Photographic and Semiconductor
The Alumina Insulation Ring is utilised in the semiconductor sector to produce components for photolithography, ion implantation, and chemical vapour deposition (CVD). It is appropriate for applications where contamination must be prevented because to its high purity and resilience to chemical attack.
Chemical Industry
The Alumina Insulation Ring is also utilized in the chemical industry due to its high corrosion resistance. It can withstand harsh chemical environments, making it an ideal material for components exposed to corrosive substances.

Hot Tags: Alumina Insulation Ring, China, Manufacturers, Suppliers, Factory, Customized, Bulk, Advanced, Durable
Product Tag
Related Category
Silicon Carbide (SiC)
Alumina (Al2O3)
Silicon Nitride (Si3N4)
Aluminum Nitride (AIN)
Zirconia (ZrO2)
Composite Ceramic
Axle Sleeve
Bushing
Wafer Carrier
Mechanical Seal
Wafer Boat
Send Inquiry
Please feel free to give your inquiry in the form below. We will reply you in 24 hours.









