- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Carbon-based Thermal Field System
1. The Role of Carbon-Based Thermal Fields Has Evolved from Insulation Components to Process Window Regulators
The value of a carbon-based thermal field extends far beyond traditional thermal insulation. In modern crystal growth systems, it functions as a comprehensive process control platform that directly influences crystal quality, productivity, and operating costs. Its core functions can be summarized into four levels:
|
Functional Level |
Primary Function |
Key Performance Indicators |
|
Structural Support |
Supports quartz crucibles, heaters, heat shields, and insulation cylinders to ensure the mechanical stability of large-scale thermal field systems. |
Furnace size, thermal field dimensions, crucible size, and charging capacity |
|
Heat Distribution |
Controls radiation, conduction, and convection pathways, regulating the thermal balance between the melt and crystal growth interface. |
Temperature gradient, interface shape, pulling rate, and energy consumption |
|
Gas Flow Management |
Guides argon flow and, in SiC PVT systems, vapor-phase material transport while removing volatile species such as SiO and CO. |
Flow field characteristics, oxygen and carbon impurity levels, deposit formation, and thermal field lifetime |
|
Quality Control |
Influences oxygen concentration, carbon concentration, resistivity uniformity, dislocation density, stress distribution, and crystal structure stability. |
N-type silicon compatibility, SiC polytype control, and defect management |
Publicly available equipment specifications indicate that photovoltaic Czochralski (CZ) crystal growth technology has entered a new stage characterized by larger furnaces, larger thermal fields, increased charging capacity, intelligent crystal pulling, and advanced low-oxygen control.
According to published specifications, some advanced crystal growth systems feature a main chamber size of Φ1700 × 2100 mm and support thermal fields up to 42 inches in diameter. Compatible crucible sizes include 33, 37, 40, and 42 inches, corresponding to charging capacities of approximately 700 kg, 1000 kg, 1200 kg, and 1300 kg, respectively.
In addition, these systems demonstrate significant improvements in operational efficiency, including:
· Constant-diameter growth power consumption as low as 42 kW
· Cooling water consumption as low as 20 m³/h
· Daily crystal output exceeding 200 kg
· Compatibility with Continuous Czochralski (CCz) technology and magnetic field-assisted crystal growth configurations
These developments indicate that thermal field design has become a critical factor in determining crystal quality, production efficiency, and overall manufacturing cost.
2. Furnace Dimensions
2.1 Photovoltaic CZ Single Crystal Growth Furnaces
The scaling of CZ crystal growth furnaces involves far more than simply increasing furnace dimensions. Successful large-scale furnace design requires coordinated optimization of the following parameters:
· Main chamber diameter
· Auxiliary chamber height
· Throat opening dimensions
· Crucible size
· Heat shield clearance
· Feeding interfaces
· Vacuum and exhaust pathways
The typical engineering logic behind large-scale furnace design is summarized below:
|
Parameter |
Engineering Significance |
Impact on Thermal Field Performance |
|
Main Chamber Diameter |
Determines the maximum thermal field diameter, insulation thickness, and heater dimensions. |
Larger chambers increase thermal inertia, resulting in slower temperature response. |
|
Throat Opening Size |
Determines the allowable dimensions of crystal rods, heat shields, guide cylinders, and upper shaft assemblies. |
An excessively small throat limits thermal field and flow-guiding structure design flexibility. |
|
Auxiliary Chamber Height |
Determines crystal length capability, cooling space, and crystal extraction cycle time. |
Greater height supports longer crystal growth and higher production potential. |
|
Crucible Diameter |
Determines initial charging capacity, melt depth, and oxygen dissolution area. |
Larger crucibles increase productivity but make oxygen control more challenging. |
|
External Feeding Interface |
Enables OCz, CCz, or multiple recharge operations. |
Extends production cycles and increases output, but also raises impurity accumulation risks. |
Two different charging metrics should be distinguished:
Initial Charge Capacity
This refers to the amount of raw material loaded into the crucible at one time and is directly determined by crucible size. Publicly available equipment specifications typically indicate capacities ranging from 700 kg to 1300 kg.
Total Charge Capacity per Furnace Campaign
This includes multiple recharge cycles or continuous feeding operations during a complete production run. As a result, the total material processed during a furnace campaign can be significantly higher than the initial charge.
For example, industry comparisons disclosed in public prospectus documents indicate that:
· A 32-inch thermal field can process up to 3000 kg of material per furnace campaign.
· A 36-inch thermal field can process up to 3500 kg of material per furnace campaign.
These values represent total production during an entire operating cycle rather than the one-time loading capacity of the crucible.

2.2 SiC PVT Crystal Growth Furnaces
Scaling silicon carbide (SiC) PVT crystal growth furnaces is considerably more challenging than enlarging conventional silicon CZ systems.
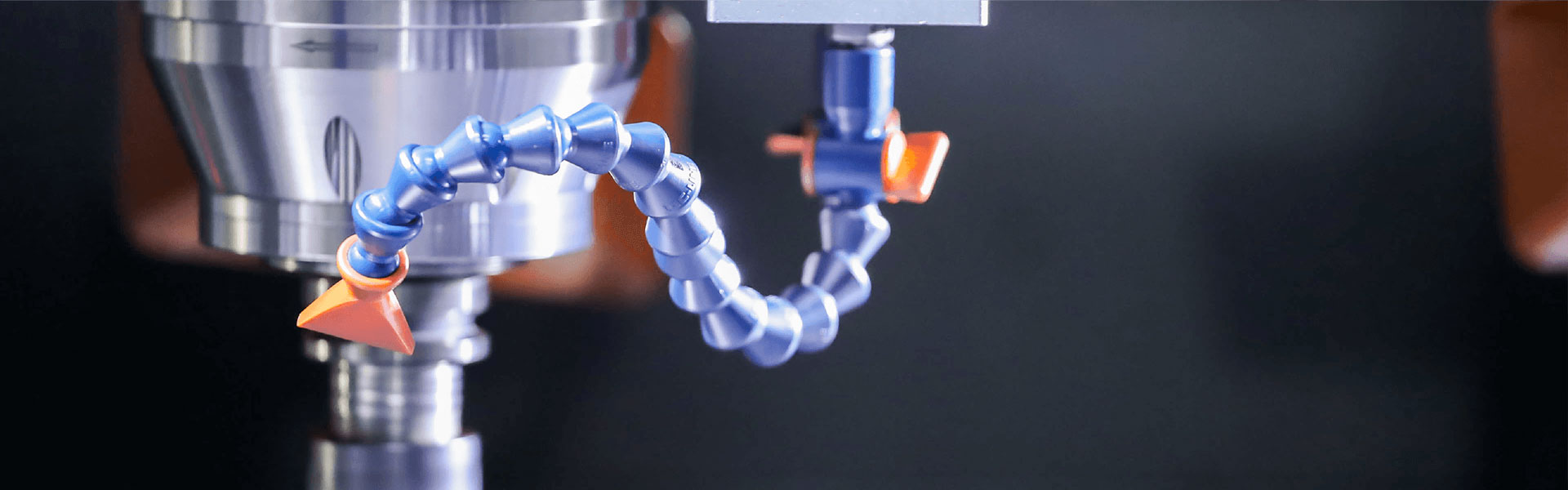
Unlike the Czochralski process, SiC crystals are not grown from a molten phase. Instead, Physical Vapor Transport (PVT) relies on the sublimation of SiC source powder at extremely high temperatures. The generated vapor species are transported along an axial temperature gradient and subsequently crystallize on a relatively cooler SiC seed crystal.
A study published by the Royal Society of Chemistry (RSC, 2026) on 150 mm SiC PVT crystal growth describes the thermal system as consisting of five primary components:
· Thermal insulation felt
· Graphite crucible
· SiC seed crystal
· SiC source material
· Resistance heater
During crystal growth, the source powder sublimates under high temperature, producing vapor-phase species that migrate upward under the temperature gradient before depositing on the lower-temperature seed crystal to form a single crystal.
Consequently, increasing the size of a SiC PVT furnace is not simply a matter of achieving higher temperatures. The primary engineering challenges include:
a. Maintaining a sufficient axial temperature gradient to continuously drive the sublimation–transport–crystallization process.
b. Minimizing radial temperature gradients to reduce thermal stress, prevent crystal cracking, and suppress polytype transformation.
c. Preserving thermal field stability throughout the growth process as the source powder is gradually consumed.
d. Maintaining a controllable crystal growth interface during the transition to 8-inch and future 12-inch SiC wafer production.
Compared with silicon crystal growth, the thermal field in SiC PVT systems must provide significantly higher temperature stability and more precise thermal control, making thermal field design one of the most critical technologies for large-diameter SiC crystal production.
3. Critical Coupling Between Equipment Design and Thermal Field Performance
The interaction between furnace configuration, thermal field design, crystal quality, and manufacturing cost can be summarized as follows:
|
Equipment / Process Variable |
Thermal Field Response |
Crystal Quality Response |
Cost Impact |
|
Larger Furnace Size |
Higher thermal inertia and longer gas flow paths |
More difficult to maintain radial temperature uniformity |
Higher production capacity but increased commissioning costs |
|
Larger Thermal Field |
Improved thermal insulation with reduced heat loss |
More challenging oxygen and carbon impurity control |
Lower depreciation cost per wafer but higher thermal field component cost |
|
Larger Crucible |
Increased melt volume and greater oxygen dissolution from crucible walls |
Higher risks of oxygen concentration fluctuation and resistivity variation |
Greater charging capacity and reduced production cost per kilogram |
|
Deeper Heat Shield Position |
Enhanced crystal cooling and increased axial temperature gradient (G) |
Higher pulling speed potential but increased interface instability risk |
Improved productivity while requiring stricter control of crystal breakage |
|
Increased Argon Flow Rate |
Stronger impurity removal and enhanced convective heat transfer |
Lower oxygen and carbon concentrations but potentially greater temperature fluctuations |
Increased argon consumption and higher vacuum pumping requirements |
|
Reduced Furnace Pressure |
Enhanced evaporation and volatile species removal |
Modified deposition and back-diffusion mechanisms |
Higher requirements for exhaust system performance and sealing reliability |
|
Higher Pulling Speed |
Increased latent heat release requiring stronger cooling capacity |
Greater V/G variation and higher dislocation risk |
Higher throughput with potential reduction in production yield |
|
Multi-Zone Heater Control |
Improved temperature field controllability |
Better optimization of crystal interface shape and oxygen transport |
Increased equipment complexity and commissioning cost |
|
Magnetic Field / CCz Technology |
More stable melt convection and continuous feeding |
Improved low-oxygen control and resistivity uniformity |
Higher capital investment while enabling advanced N-type silicon production |
|
Multi-Zone SiC Thermal Field |
Independent optimization of axial driving force and radial temperature uniformity |
Reduced polytype transition, dislocation density, and crystal cracking |
Higher crystal yield with increased control system complexity |

The continuous evolution of crystal growth equipment demonstrates that the thermal field is no longer merely a passive structural assembly. Instead, it has become an integrated process-control system that simultaneously governs heat transfer, fluid dynamics, mass transport, impurity distribution, and crystal quality.
As wafer diameters continue to increase and semiconductor materials become more advanced, future thermal field systems will increasingly rely on digital simulation, multi-physics optimization, intelligent temperature control, and customized carbon-graphite component design to achieve higher productivity, lower defect densities, and improved manufacturing efficiency.
Semicorex supplies a comprehensive portfolio of high-performance graphite and quartz components for advanced thermal field systems used in silicon and SiC crystal growth applications. Our products are engineered to deliver superior thermal stability, extended service life, and exceptional process consistency. For customized solutions or additional technical information, please feel free to contact our engineering team.
Phone: +86-13567891907
Email: sales@semicorex.com



