- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Alumina Ceramic Tubes
Semicorex Alumina Ceramic Tubes are high-purity ceramic components designed for high-temperature, electrically insulating, and corrosion-resistant applications across a wide range of industries. Semicorex supplies precision-engineered alumina ceramic tubes to customers worldwide, offering reliable quality, flexible customization, and dependable delivery for advanced industrial applications. *
Send Inquiry
Product Description
Semicorex Alumina Ceramic Tubes are precision-engineered components designed for applications that demand excellent electrical insulation, high-temperature resistance, and superior chemical stability. Manufactured from high-purity aluminum oxide (Al₂O₃), these tubes provide reliable performance in harsh operating environments where conventional materials cannot maintain long-term stability.
Semicorex specializes in advanced ceramic manufacturing, delivering precision alumina tubes with outstanding quality, flexible customization, and dependable performance for customers worldwide.
Engineered for High-Temperature and Corrosive Environments
Many industrial processes require structural components that can withstand continuous exposure to extreme temperatures, aggressive chemicals, and mechanical stress. Alumina ceramic tubes are widely selected because they combine excellent thermal stability with outstanding mechanical strength and electrical insulation.
Unlike metal tubes that may oxidize, corrode, or deform under elevated temperatures, alumina ceramic maintains its structural integrity even during prolonged operation. Its dense microstructure minimizes contamination while providing excellent resistance to acids, alkalis, oxidation, and wear. These characteristics make alumina tubes an ideal solution for demanding thermal processing and precision industrial equipment.
Open-end alumina tubes also offer excellent compatibility with heating elements, thermocouples, protective sleeves, gas delivery systems, and laboratory equipment requiring reliable insulation and dimensional stability.

Performance Benefits
Semicorex Alumina Ceramic Tubes are manufactured using high-purity raw materials and advanced sintering technologies to achieve consistent quality and excellent material properties.
Key advantages include:
* High-purity alumina for outstanding material stability
* Excellent resistance to temperatures exceeding most industrial requirements
* Superior electrical insulation performance
* Excellent corrosion and chemical resistance
* High hardness and wear resistance
* Low thermal expansion for dimensional accuracy
* Smooth internal and external surfaces
* Excellent compressive strength and structural reliability
* Long service life under continuous operation
These performance characteristics help improve equipment reliability while reducing maintenance and replacement costs.
Applications Across Multiple Industries
Alumina ceramic tubes are widely used in industries where high-temperature durability and insulation performance are essential, including:
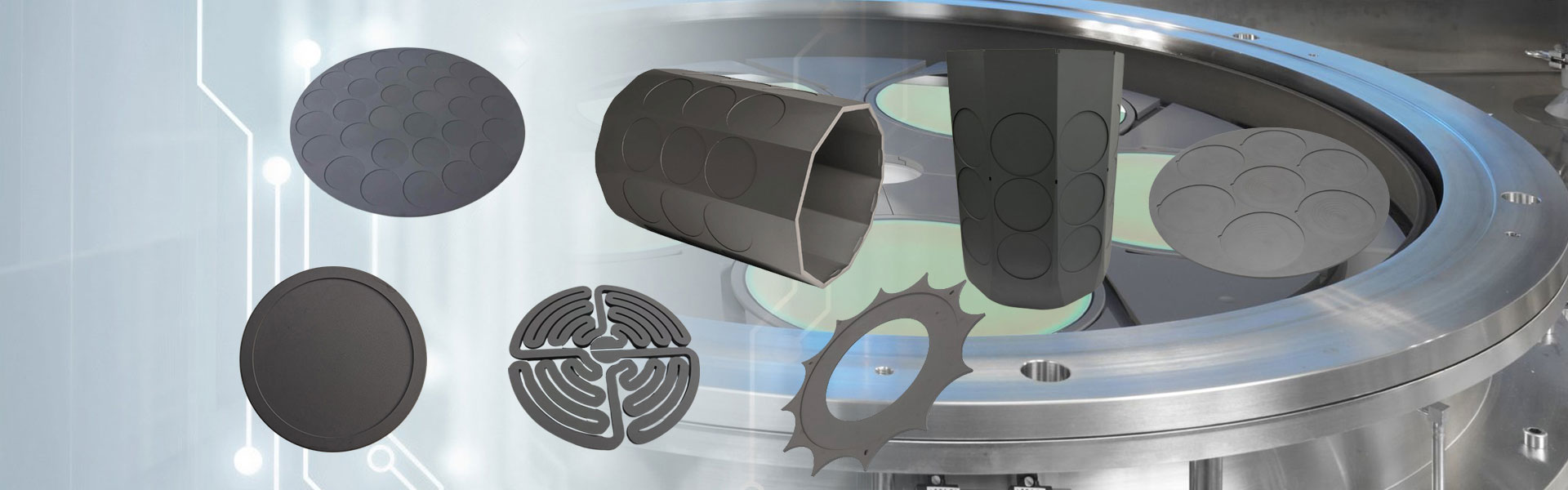
* Semiconductor manufacturing equipment
* Industrial and laboratory furnaces
* Thermocouple protection tubes
* Electrical insulation systems
* Chemical processing equipment
* Analytical and laboratory instruments
* Metallurgical processing
* High-temperature sensors
* Advanced ceramic manufacturing
Their combination of thermal, electrical, and chemical stability makes them suitable for both research environments and high-volume industrial production.
Custom Alumina Tube Solutions
Every application has unique performance requirements. Semicorex offers customized alumina ceramic tubes in a wide range of diameters, lengths, wall thicknesses, and machining configurations. Open-end designs, precision tolerances, and specialized surface finishes can all be manufactured according to customer drawings or technical specifications.
Supported by advanced ceramic processing capabilities and rigorous quality control, Semicorex provides alumina ceramic tube solutions that deliver long-term reliability, consistent performance, and seamless integration into demanding industrial systems.
Hot Tags: Alumina Ceramic Tubes, China, Manufacturers, Suppliers, Factory, Customized, Bulk, Advanced, Durable
Product Tag
Related Category
Silicon Carbide (SiC)
Alumina (Al2O3)
Silicon Nitride (Si3N4)
Aluminum Nitride (AIN)
Zirconia (ZrO2)
Composite Ceramic
Axle Sleeve
Bushing
Wafer Carrier
Mechanical Seal
Wafer Boat
Send Inquiry
Please feel free to give your inquiry in the form below. We will reply you in 24 hours.









